| Annual Sales | |
| Capital | THB 105,000,000 |
| Capital form | International |
| Established | 2011 |
| Employee | 11~50 |
| Export and Trading result | Yes |
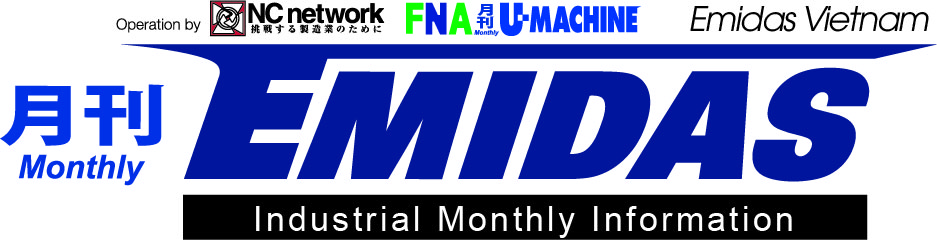
Taisei Kogyo (Thailand) is a MIM-specialised OEM manufacture. We offer serial productions of small complicated designed metal parts for various industries, especially for medical with ISO13485 certified quality control.
| Small complicated designed metal component with tight tolerance requirement made of stainless steel or titanium. |
| Company Name | 【TH-WEB】TAISEI KOGYO (THAILAND) CO., LTD. |
| Company Address (EN) | 19/65 Moo.10, Klong Nueng, Klong Luang, Pathumthani |
| Country | Thailand |
| Postcode/Zip | 12120 |
| Tel | +6625203191 |
| Home Page | http://www.taisei-kogyo.com |
| Company Name | Micro MIM Japan Holdings. Inc |
| Company Address (EN) | 26-1 Ikeda-kitamachi, Neyagawa, Osaka 572-0073, Japan |
| Country | Thailand |
| Postcode/Zip | 572-1173 |
| Tel | +81-72-830-2588 |
| Fax | +81-72-830-2290 |
| Home Page | https://micro-mim-japan.com/ |
| Company Name | Taisei Kogyo Co.,Ltd |
| Company Address (EN) | 26-1 Ikeda-kitamachi, Neyagawa, Osaka 572-0073, Japan |
| Country | Thailand |
| Postcode/Zip | 572-0073 |
| Tel | +81-72-829-3588 |
| Fax | +81-72-827-3390 |
| Home Page | https://www.taisei-kogyo.com/ |
| Company Name | European Office (Micro MIM Japan Holdings. Inc) |
| Company Address (EN) | In der Spöck 12 (Im TPO) 77656 Offenburg Germany +49-781-6301-4281 |
| Country | Thailand |
| Postcode/Zip | 77656 |
| Tel | +49-781-6301-4281 |

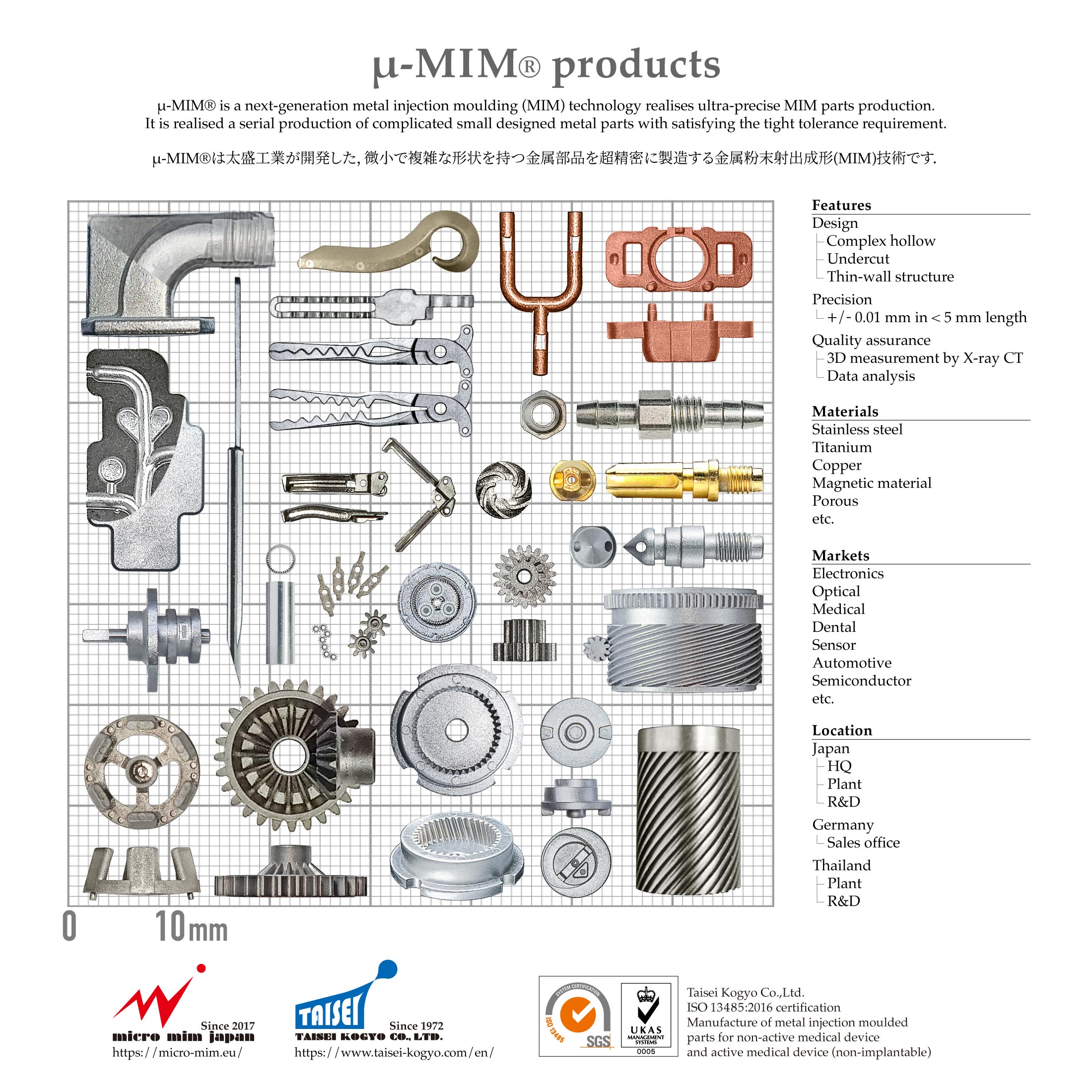
Product detail: Integration by MIM
Product detail: Do you have any design which you have given up due to the processing limitation?
Our 3D-MIM(R) technology will realise mass production of the specific design you have ever given up.
TAISEI KOGYO was established as plastic injection moulding manufacture in 1970s and since then, cultivating the injection moulding technology.
3D-MIM(R) technology combines plastic injection moulding and MIM over moulding technology.
We use plastic resin part as a core and over mould the metal feedstock to compose the required design.
The final metal product has good mechanical property without having any negative effect of those resins.
Our 3D-MIM(R) technology will realise serial productions of any design such as under-cut, inner curved hole, vault design, which is impossible by machining or additive manufacturing.

Product detail: This component is an OEM component example, made of Ti alloy, Ti-6Al-4V.
The part size is 4.7 mm x 1.2mm x 0.55mm.
Our µ-MIM® technology uses the world-leading fine Ti or Ti alloy powder, thus the tightest tolerance requirement among PM components will be achieved.
Additionally, a high vacuum debinding-sintering furnace is deployed in our mass production, therefore high productivity of small complicated designed parts with good mechanical properties is also realised.
In small complicated parts production, the secondary process is not applicable especially in titanium or titanium alloy components.
Since the fine powder is applied in µ-MIM® production, the surface roughness is low in as-sintered components.
Moreover, same as other material µ-MIM® production, the side hole or any other additional hole design will be composed without any post-machining process.
Therefore it is not only possible to realise the stable high-quality serial production of Ti or Ti alloy components but also possible to eliminate the machining oil or metal chip contamination without any post-cleaning process.
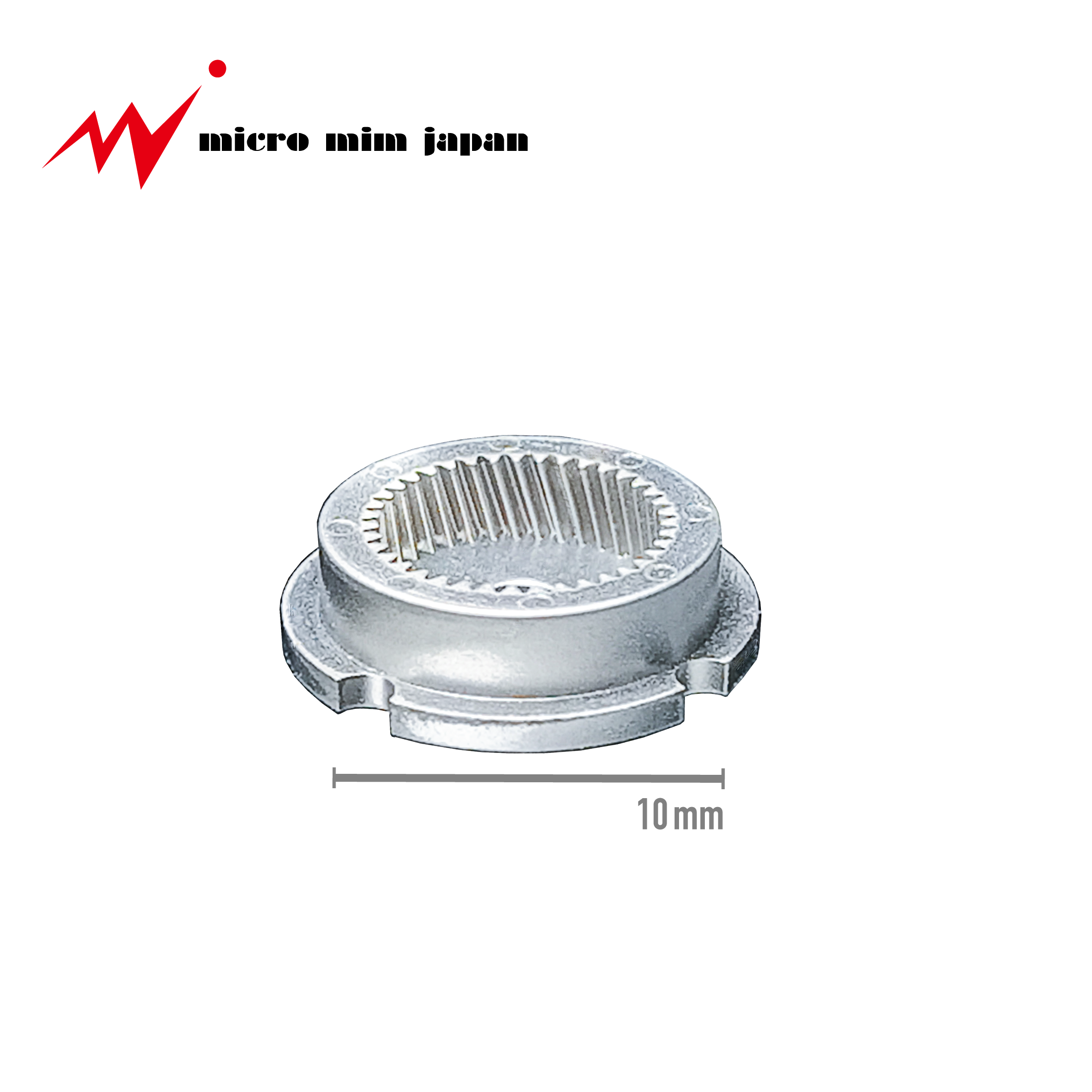
Product detail: Cam, Shaft

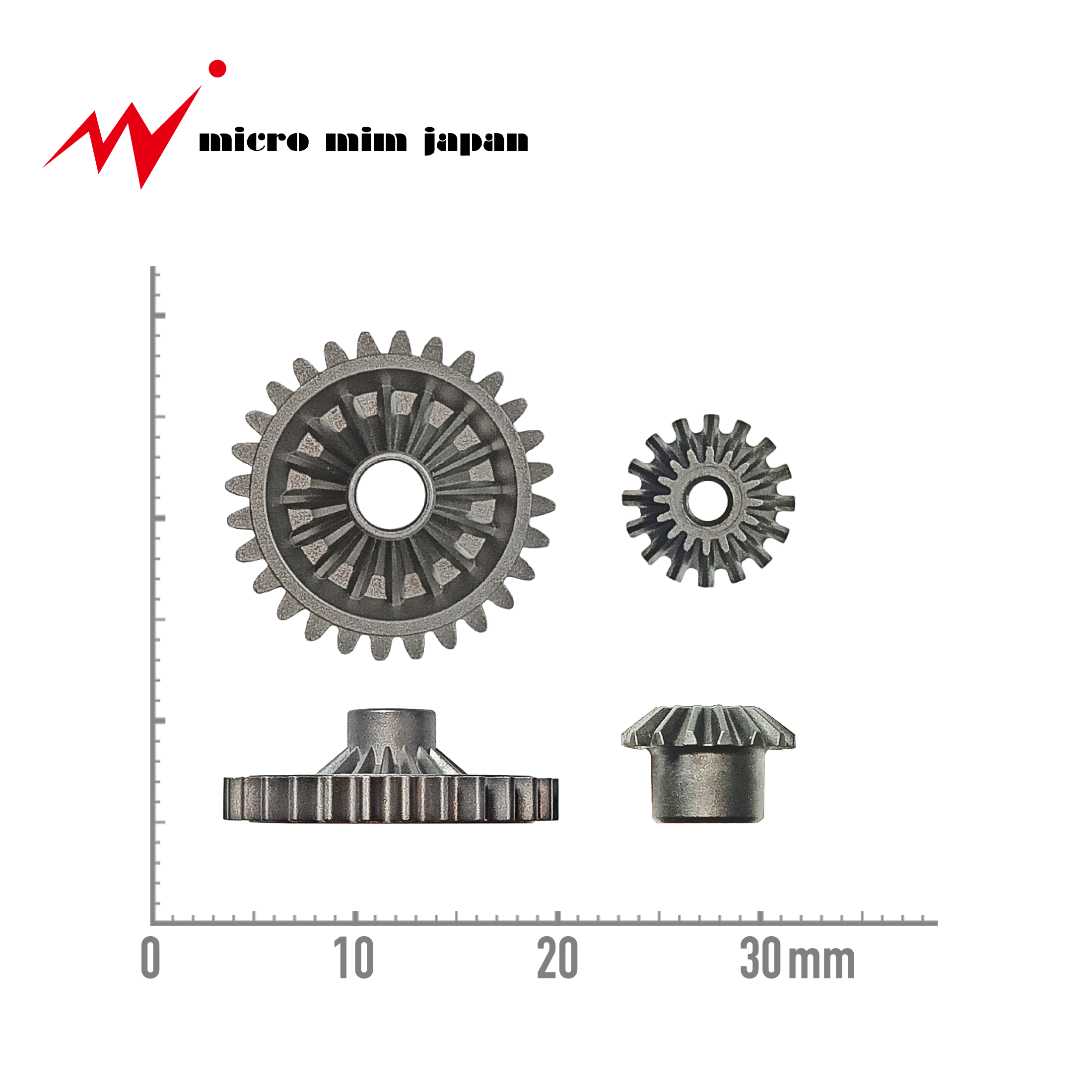
Product detail: 2 step gear

Product detail: Our nozzles are applied in precision equipment in various industries, such as medical, semiconductor and so on. This nozzle is an OEM example, made of 17-4PH (SS630) stainless steel. It is required the sharp edge in exterior design, and complicated step design in interior design. In case of machining production, it is required chucking position change several times to complete the internal flow structure forming. It is more difficult in smaller components to increase the lot size and tolerance satisfactory level.
On the other hand, in MIM production, once the mould tooling is completed, it is easier to increase the lot size than machining.
Additionally, our μ-MIM® technology will realise small complicated design nozzle serial production without any post machining process, thus not only the tight tolerance requirement but the positional accuracy will be satisfied. For example, in this OEM nozzle, the smallest hole diameter is 0.7 mm and the tightest tolerance requirement is +/- 0.02 mm.
At the inlet side, there are external thread lines for assembly, and these lines are formed in MIM process.
Same as other MIM components, it is possible to have uniform plating.
In nozzle production, not only the external but also the internal structure tolerance is important to satisfy the nozzle specification.
In our quality assurance, a high-resolution X-ray CT measurement is deployed to assure the internal structure tolerance non-destructively, while also deployed optical or contacting 3D measurement system, SEM etc.
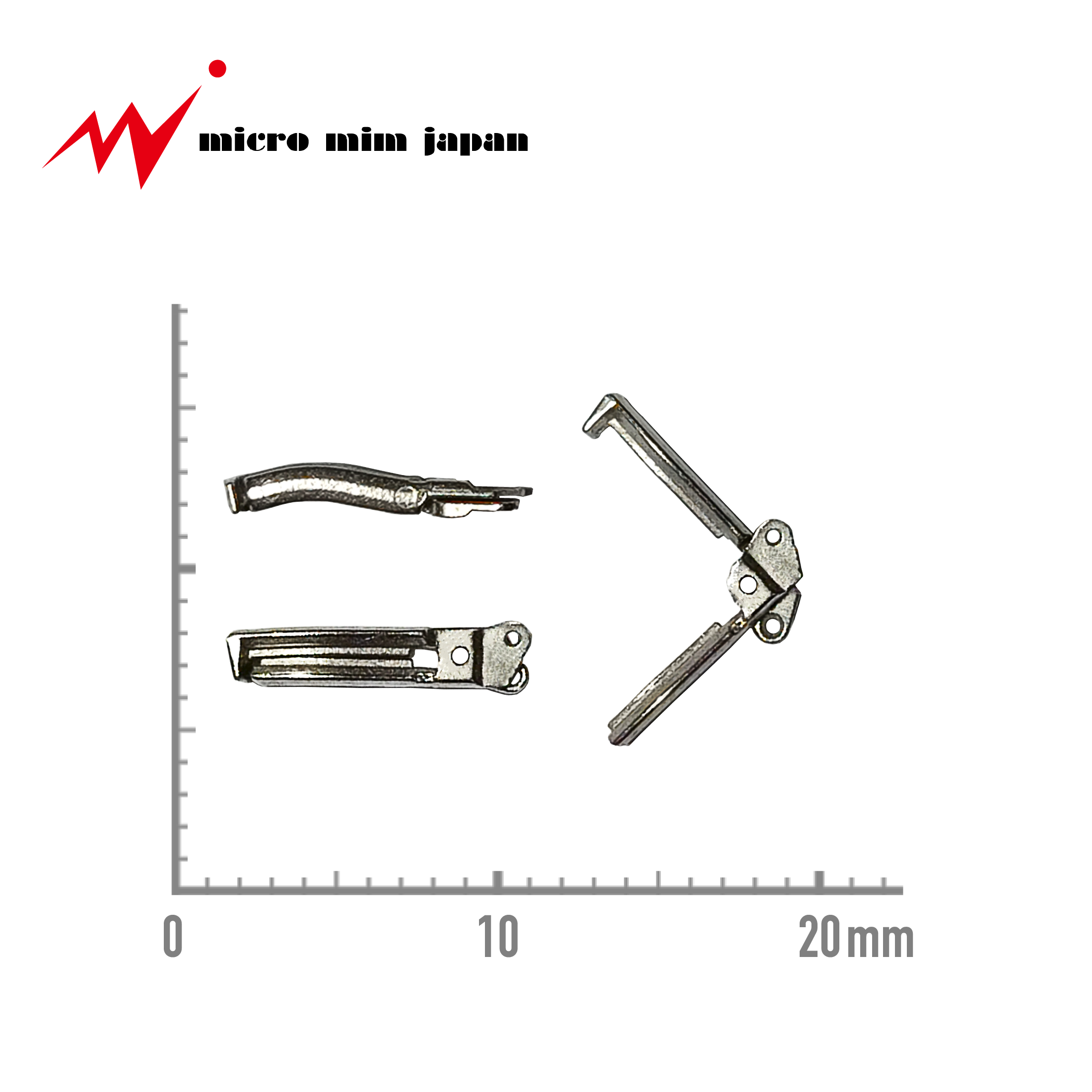
Product detail: These forceps are used as disposable parts of the endoscope system. Forceps are used to clip pieces of tissue, e.g. blood vessels, intestine, nerves. Depending on the application, it may be categorised as gripping forceps, cutting forceps etc. - used in wide-ranging surgical scenarios. Generally, the forceps for an endoscope is very small with special complicated design, therefore it must re-use due to its production limitation. When you try to manufacture such forceps with CNC machining, chucking becomes more difficult. On the other hand, with MIM technology no chucking is required, thus it leads to stable mass production. However, conventional MIM is not capable to realise the tight tolerance requirement in medical forceps. Our μ-MIM technology is often used for endoscopic and surgical device components mass production as we can meet demands of high precision, complex design. μ-MIM technology is capable of mass produce different material including nickel-free stainless steel material with quality assurance according to ISO13485. These picture forceps are made of stainless steel 304L. The required tolerance is ±0.01mm on the 0.5 mm diameter hole. The size is 10 x 2.5 x 1.5mm. The weight is 0.04g. Smallest part thickness is 50 μm.
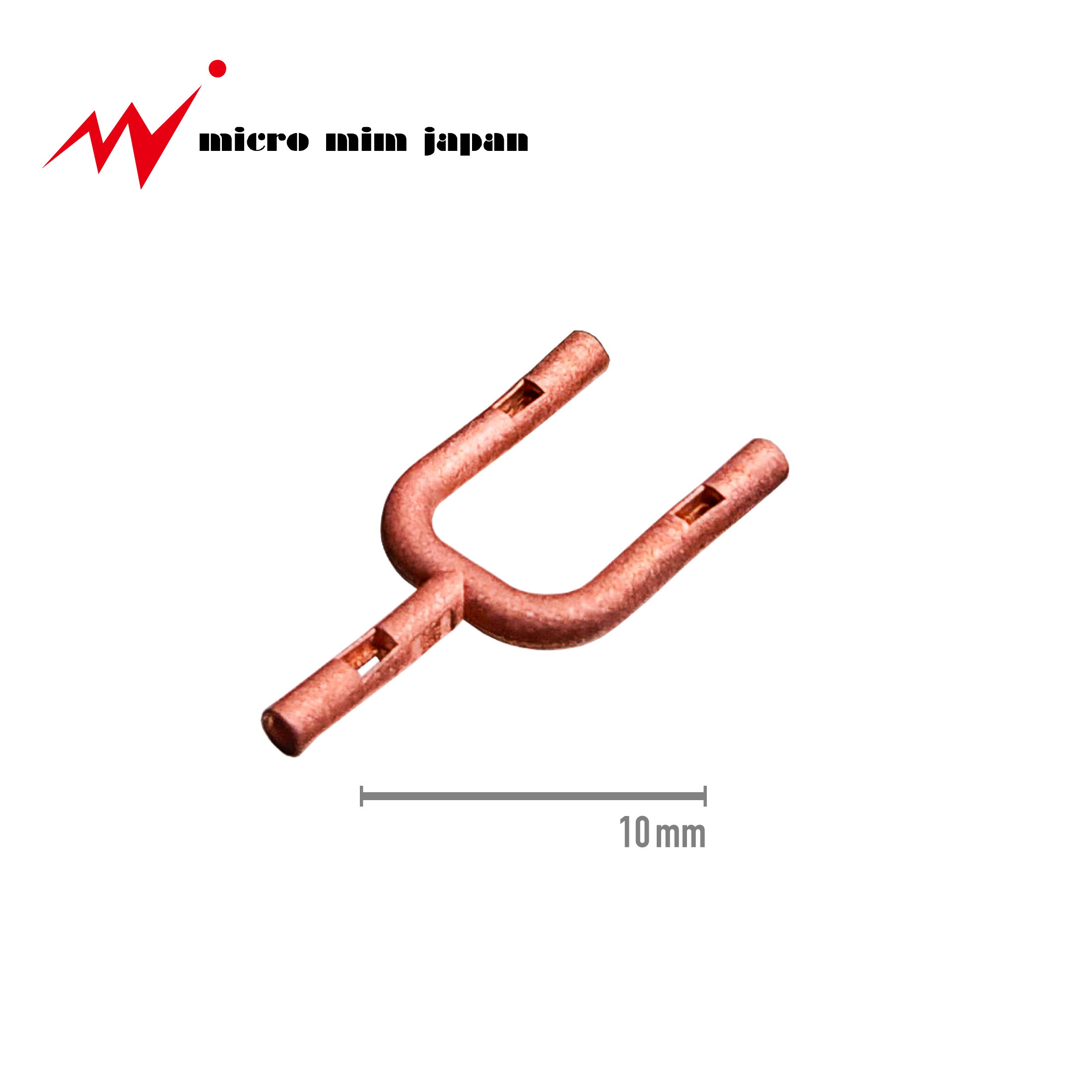
Product detail: This is an OEM pure copper component example used in medical equipment. The component has several convexoconcave and penetrated holes.
Each of the 3 terminals has 0.7mm or 0.9 mm in hole diameter (the pipe diameter is 1.5 mm) with 4 mm depth.
The client has required tight tolerance and good conductivity for this component. In conventional machining, pure copper is one of the difficult-to-cut material, unlike brass. Therefore productivity becomes a problem in this case.
On the other hand, MIM has good productivity in pure copper. However, its metal powder is mixed with the organic material as a binder for forming, and it has made it difficult to control the contamination, which reduces the conductivity.
Our μ-MIM® technology optimises our binder for each material, thus it realises also the serial production of pure copper material with good conductivity.
Additionally, it satisfies with the tight tolerance requirement, 0.01 mm tolerance range (with smallest powder size), while conventional MIM achieves only 0.03 mm.
If you are looking for small complicated designed pure copper component manufacture, please contact us.
We will provide you with the best solution to create innovative metal components that were impossible to mass-produce.

Product detail:
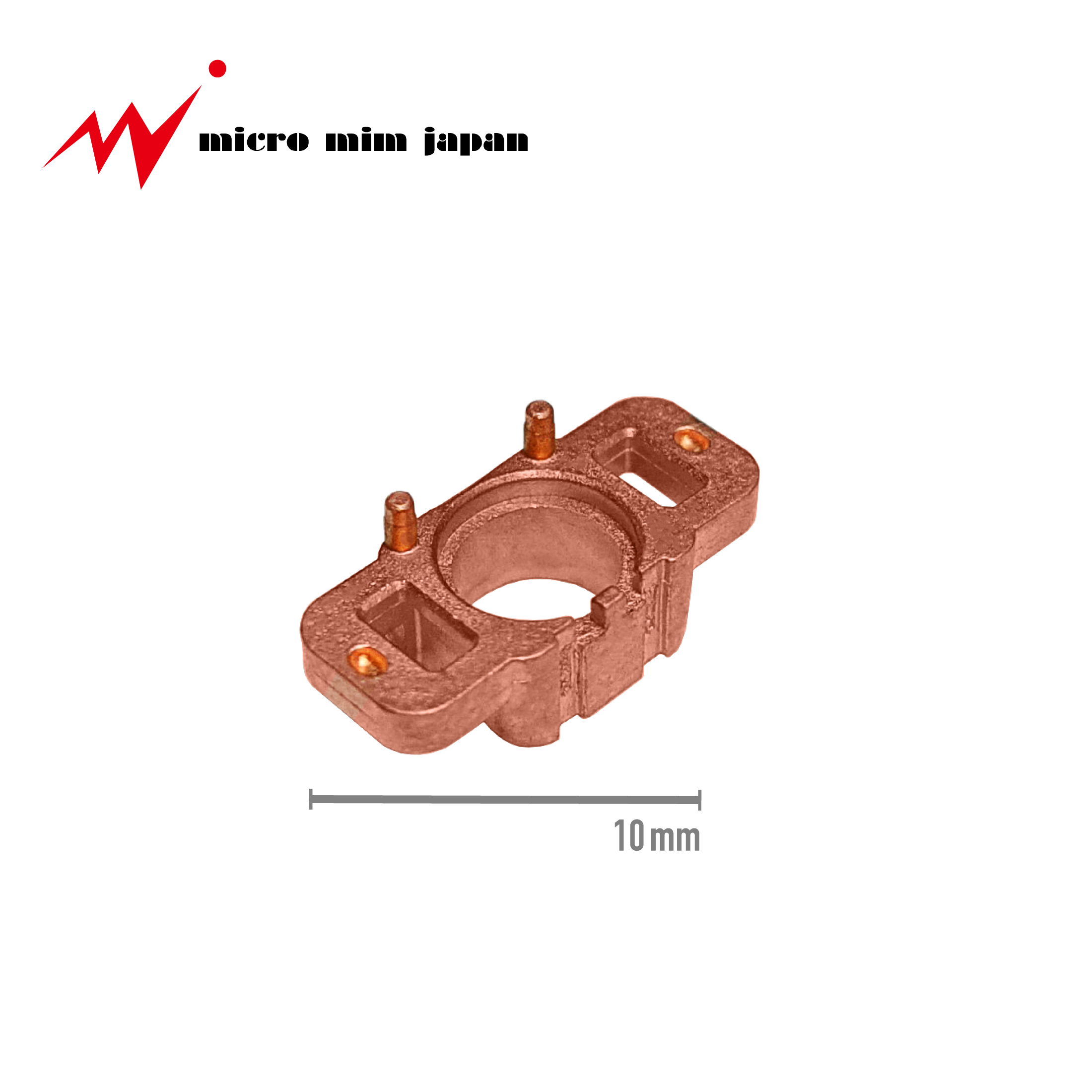
Product detail: Copper products are often employed as terminal or heatsink in the electronics industry due to its high conductivity or thermal conductivity properties, respectively. Recently, a special nozzle for high-temperature fluid injection is also made of Cu, where required strict control of both temperature and injection. It is increased the demand for smaller and more complicated designed copper product these days. In conventional MIM, it is difficult to produce copper or copper alloy product because the mechanical property or conductive property is affected negatively during the debinding and sintering process. However, μ-MIM®technology optimised the binder system for copper production and realises the serial production of a copper product. Surely, the tight tolerance requirement or complicated hollow design will be accepted as other material μ-MIM® production. Additionally, originally developed diamond-copper composite, extra high thermal conductivity, serial production is also available.
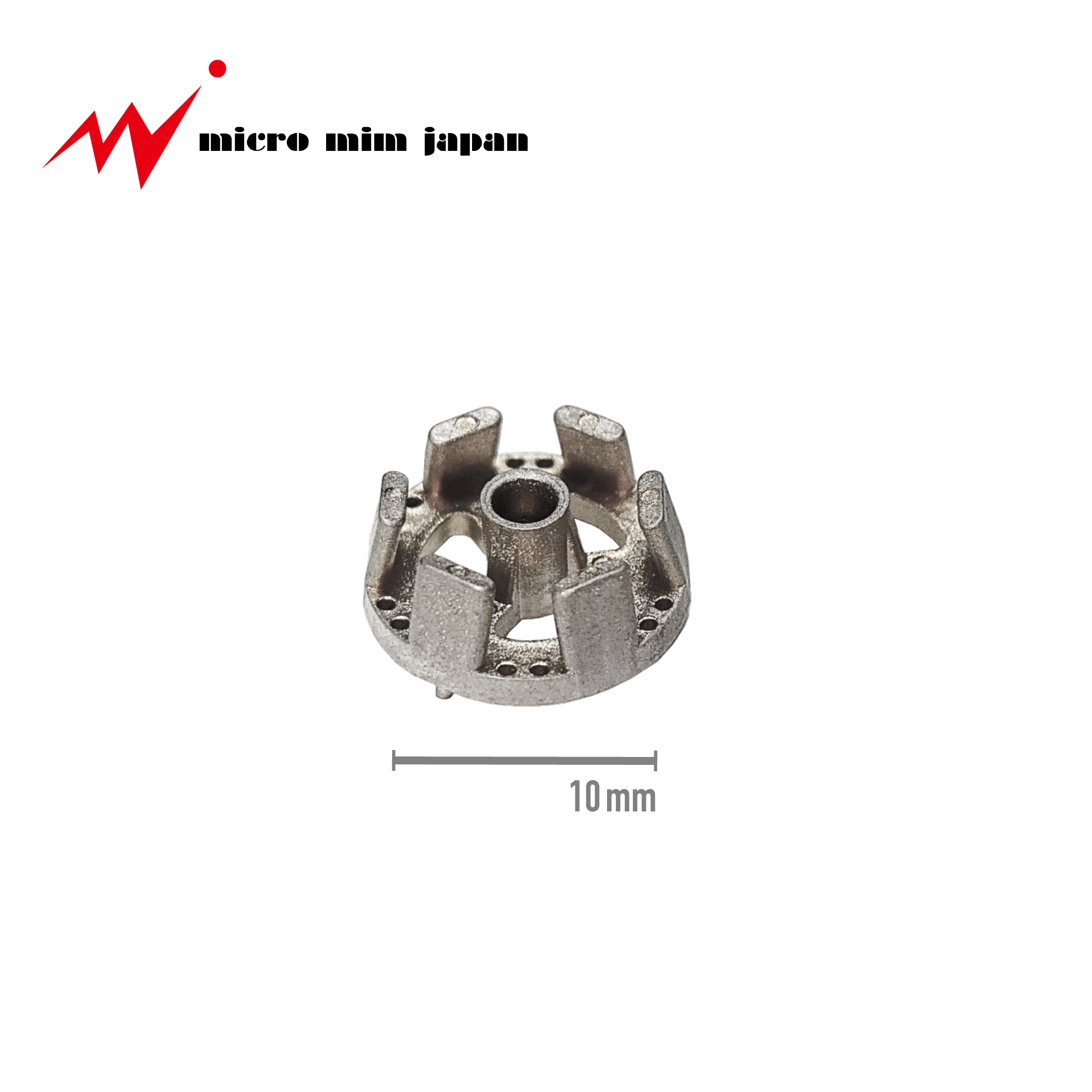
Product detail: It is called soft magnetic material, which has the magnetic properties of the low coercivity with high permeability.
The soft magnetic material shows strong magnetic property only under the magnetic field exist. Thus, if there is no magnetic field, the material does not appear any magnetic properties.
The representative soft magnetic materials are permalloy, permendure, stainless steel 410L, Fe-3%Si.
It is commonly employed powder metallurgy or cutting for soft magnetic components production.
Soft magnetic materials are one of the difficult-to-cut materials, thus the serial production by cutting or machining is difficult and the processing cost is high.
Additionally, it is required to process the post heat treatment after the machining to reduce the magnetostriction in a component.
Unfortunately, it is commonly observed the quite deformation during this post heat treatment process.
Therefore, it is limited the serial production of small complicated designed component.
In conventional powder metallurgy, the deformation during the heat treatment is well controlled, thus the deformation issue is solved.
However, the magnetic property especially for the coercivity is depending on its density. The higher density leads better magnetic properties.
It is only achieved around 90% of wrought metal components by conventional powder metallurgy thus, the magnetic property issues are remaining.
On the other hand, our μ-MIM(R) technology has experiences of small complicated designed soft magnetic material component serial production with good magnetic properties and satisfying tight tolerance requirement.
MIM is a kind of powder metallurgy process, thus it is free from the deformation problem from the magnetostriction heat treatment.
Additionally, our μ-MIM(R) technology will realise the serial production of small complicated designed components, thus the small parts with the thin wall structure or complicated design are possible to mass produce.
Since MIM process, unlike the conventional powder metallurgy, the component density is achieved 98% of wrought metal, therefore the magnetic properties are also satisfactory.

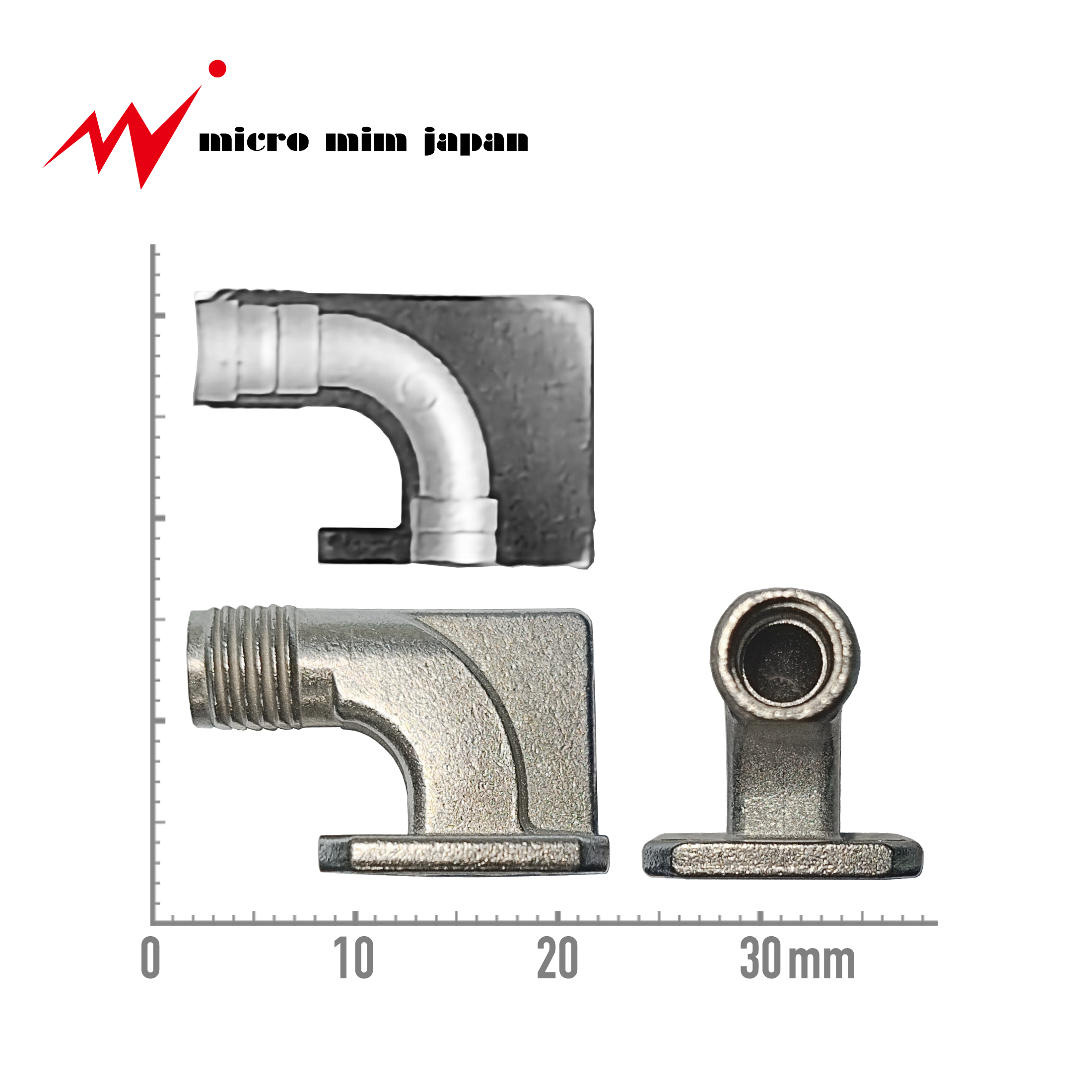
Product detail:
Product detail:
Product detail:
Product detail: